
Rejenere malzeme kullanımı


- JACOM_CONTENT_CREATED_DATE_ON
- JACOM_CONTENT_WRITTEN_BY
 Plastik enjeksiyon prosesinde soğuk yolluk gibi parçalar tekrar kullanıma açıktır. Tekrar kırıldıktan sonra kullanılan bu malzemelere rejenere malzeme denir. Bu plastikler daha önceki proseslerinin etkilerini üzerinde taşıyarak bir sonraki prosese etki ederler. Hammadde sağlayıcıları hiç kullanılmamış malzemeyi renklendiriciler ve güçlendiriciler gibi katkı malzemeleri ile karıştırarak satarlar. Medikal gibi bazı alanlarda rejenere kullanımına izin verilmezken, bahçe uygulamaları ve çöp taşıma elemanlarında çokça geri dönüşüm malzeme kullanılır. Park bankları %100 geri dönüşüm malzemelerinden üretilen plastiklere bir örnektir.
Plastik enjeksiyon prosesinde soğuk yolluk gibi parçalar tekrar kullanıma açıktır. Tekrar kırıldıktan sonra kullanılan bu malzemelere rejenere malzeme denir. Bu plastikler daha önceki proseslerinin etkilerini üzerinde taşıyarak bir sonraki prosese etki ederler. Hammadde sağlayıcıları hiç kullanılmamış malzemeyi renklendiriciler ve güçlendiriciler gibi katkı malzemeleri ile karıştırarak satarlar. Medikal gibi bazı alanlarda rejenere kullanımına izin verilmezken, bahçe uygulamaları ve çöp taşıma elemanlarında çokça geri dönüşüm malzeme kullanılır. Park bankları %100 geri dönüşüm malzemelerinden üretilen plastiklere bir örnektir.
Kalıplama prosesi ve parça özelliklerine etkisi
Plastik parçanın üretimdeki serüveni granül olarak üretim haneye gelmesi ile başlar ve kullanıma hazır parça olarak üretim haneden ayrılanana kadar devam eder. Proses; kurutma, eritme, kalıp doldurma, soğuma ve final paketleme gibi evrelerin herhangi birinde bozulabilir. Her bir fazın plastik üzerinde güçlendiriciler ve renklendiriciler üzerinde etkileri vardır. Kurulama prosesinin plastik üzerinde herhangi kötü yan etkisi olmamasına rağmen aşırı kurutma katkı malzemelerinde etkiye neden olabilir.
Erime fazı sırasında, Plastik barelin içerisinde granül halinden eriyik haline geçer. Plastik bu faz içerisinde barel etrafındaki rezistanslar sayesinde sıcaklığını artırırken bir yandan da barel içerisindeki vida ile ileri doğru itilir. Vida ile itilme sırasında polimerler arasında kayma olur özellikle cam elyaf içeren ve içermeyen malzemeler için bu kayma farklı öneme sahiptir. Yüksek sıcaklıklar ve yüksek kayma oranları polimerin bozulmasında etkide bulunur. Yüksek sıcaklıklar polimerlerin bozulmasına, yanmasına neden olabilirken, yüksek vide dönme hızı cam elyafların kırılmasına neden olur.
Dolma fazı sırasında materyal barel memesi, manifold, Sıcak yolluk, kalıp boşluğu gibi bölgeleri dolumun sonuna kadar sırasıyla doldurur. Tüm bu bölgelerdeki plastiğin hızı ve sıckalığı polimer üzerinde etkiye sahiptir. Herbir bozulma polimer üzerinde kalır ve tekrar eriyik olduğunda bu proseslerin hepsini tekrar üzerinde görülür. Rejenere malzemenin bu proseslerden geçme sayısı arttıkça üzerindeki bozulma oranı artacaktır. Örneğin bir yolluk kırılıp tekrar kullanıldığında yolluk malzemesinin bir kısmı yeni basılan malzeme üzerinde tekrar yolluk kısmına gelir ve artık rejenere malzeme 2. Jenerasyon malzeme olarak tekrar kullanılmak üzere granül haline getirilir.
Rejenere malzeme kullanımı
Rejenere malzeme kullanımı çok açık bir şekilde polimerin bazı özelliklerinde kayıp anlamına gelmektedir. Final parça içerisindeki rejenere malzeme miktarının belirlenmesi rejenere malzemenin parça kalitesine olan etkisi ile orantılıdır. Parçalarda kullanılacak rejenere miktar ile ilgili kesin bir hesaplama veya kural söylemek imkansızdır. Kullanılacak rejenere malzeme miktarı oranı deneyimlere göre belirlenir. En iyi başlangıç %100 rejenere malzeme ile başlamaktır. Şaşırtıcı olarak bazı parçalar için %100 rejenere malzeme ile istenilen kalite ve görüntü alınabilir. Eğer bütün prosesler titizlik ile yapılır malzemedeki bozulmanın önüne geçilir ve herhangi bir kirlenme olmadan malzeme tekrar granül haline getirilir ise kullanımda hiç bir sakınca yoktur. Fakat nihai ürünün geçmesi gereken testler rejenere malzemenin kullanımını sınırlandırabilir.
Yığın halinde ve Sürekli rejenere malzeme kullanımı
İki çeşit rejenere malzeme kullanım yöntemi bulunmaktadır, Birincisi enjeksiyondan geriye kalan malzemeleri biriktirdikten sonra enjeksiyon alanından farklı bir yerde bunları kırdırmak. Önceden hesaplanmış oranlar ile hoper dışında karıştırılarak hopere katılır veya hoperde direk olarak karıştırma işlemi yapılabilir. Bu işlemde rejenere malzeme, saf malzeme ile beraber aynı kurutma işlermlerini görecektir. Genellikle karıştıma işlemi malzeme ağırlıkları oranları ile yapılmaktadır. Bazı sistemler ise beslemeyi zamana göre yapmaktadır. Örneğin 80:20 orana sahip bir karışım için 80 saniye saf malzeme 20 saniye ise rejenere malzeme hopere çekilmektedir. Bu sistemin diğerine göre dezavantajı rejenere malzeme veya saf malzemenin bulunduğu yerde herhangi birinin tükenmesi sonucu hopere %100 saf malzeme veya %100 rejenere malzeme gitme olasılığı bulunmaktadır.
Karıştırma prosesinde malzemenin kirlenme olasılığı çoğu zaman rejenere malzemelerin tekrar enjekte edilmesi sırasında başarısızlıkla sonuçlanmasına neden olabilir. Özellikle aynı hazneye farklı renkte malzemeler yükleniyorsa kirlenme olasılığı çok daha yükselecektir.
Sürekli devam eden bir proseste yollukların alınıp direk olarak kırıcıya atılması ve oradan da direk olarak hopere iletilmesi kirlenmeyi minimuma indirir. Fakat bu yöntemin dezavantajı burada rejenere malzemelerin aynı prosesi bir kereden daha fazla girmeleridir. Burada rejenere malzeme oranını hesaplamak imkansızdır, çünkü malzememiz sürekli hoper içerisinde homojen bir karışım olarak bulunmaktadır. Parça kütlesinin yolluk kütlesine oranı azaldıkça parça üzerindeki rejenere malzeme ve bu rejenere malzemelerin aynı prosesten geçme oranları sürekli artacaktır. Eğer rejenere malzemeler direk olarak hopere tekrar besleniyorlarsa kurutma işlemini kapatma malzemenin tekrar tekrar aşırı bir şekilde kurumasının ve bozulmasının önüne geçer.
Farklı jenerasyonlardan rejenere malzemelerin parça içerisindeki oranlarını hesaplamak
80:20 oranında bir rejenere malzeme kullanılan bir parça düşünün, ilk baskıdan sonra oluşan yollukların kırılması ile oluşan rejenere malzeme ilk jenerasyon malzeme olacaktır. Fakat aynı proses için tekrar hopere gönderilen malzeme aynı proseslerden tekrar geçer ve bu malzemenin bir kısmı parça üzerine bir kısmı ise yeniden yolluk malzemesi üzerine gelir. Yolluk malzemesi üzerine gelen birinci jenerasyon malzeme ikinci jenerasyon rejenere malzeme olur, fakat yolluk üzerine gelen saf malzeme yoluna birinci jenerasyon rejenere malzeme olarak devam eder.
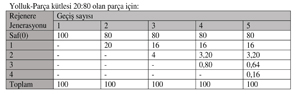
Bu işlem belli bir baskıdan sonra belli bir oranda devam eder ve parçamız üzerinde farklı jenerasyonlardan rejenere malzeme olur. Örneğin yolluk ve parça kütleleri sırasıyla 75:25 gram gibi yolluk oranın yüksek olduğu parçalarda malzemenin bozulma olasılğı çok yüksek olacaktır. Yukarıdaki örneğimize geri dönecek olursak 80:20 oranı için belli bir baskı sayısı sonrasında parça üzerinde bulunan malzemelerin oranı 64 gram saf malzeme, 12,8 gram 1. Jenerasyon rejenere malzeme, 2,56 gram 2. Jenerasyon rejenere malzeme ve devamı gibi olacaktır.
Oran hesabı aşağıdaki formülden yapılabilir:
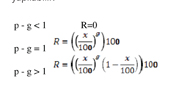
x = Yolluk kütlesi oranı
g = Rejenere malzeme üretimi
p = Baskı geçisi sayısı
R = Rejenere malzeme yüzdesi
Örneğin;
Parça: 35gr
Yolluk: 7gr
Brightworks Engineering Bilal Özen


