Plastik parça üretim giderlerinin sayısal metodlar ile düşürülmesi


- JACOM_CONTENT_CREATED_DATE_ON
- JACOM_CONTENT_WRITTEN_BY
Plastik enjeksiyon ile üretilen parça-ların maliyetleri gerek parça, gerek kalıp tasarımında alınan kararlar ile şekillenmektedir. Yapılan araştırmalar tasarımın ilk evrelerinde verilen mühendislik kararlarının parça maliyetini 70%-80% arasında etkilediğini göstermektedir.
Simülasyon, tasarımın ilk evrelerinde, henüz ortada bir fiziksel prototip bulunmadan karar vericilere sağladığı bilgiler ile, ileride oluşacak maliyetlerin minimum düzeye indirilmesine yardımcı bir teknoloji olarak öne çıkmaktadır.
Bu çalışmada, işletmelerin plastik enjeksiyon maliyetlerini azaltmaya yönelik bir çalışma “Design of Experiment (DOE) Analysis” metodundan faydalanılarak gerçekleştirilmiştir. Örnek bir üretim için 2 farklı proses parametresinin optimum (en iyi) değerleri sayısal modelleme kullanılarak tespit edilmiştir. Analiz sonuç-ları ile, mevcut olan üretim şartlarında önemli iyileştirmeler sağlanabileceği görülmüştür.
Plastik Enjeksiyon ile Üretim
Plastik enjeksiyon, basınç ve sıcaklık yardımı ile eritilmiş plastik malzemenin bir kalıp içine enjekte edilerek şekillen-dirilmesi ve soğutularak kalıptan çıkarıl-masını içeren bir üretim yöntemidir.
Polimer adı verilen çoklu molekül yapısına sahip plastik malzemeler “Termoplastik” ve “Termoset” olarak iki grupta incelenir.
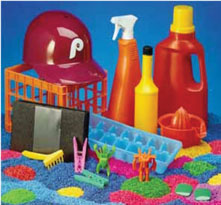
Şekil 2 (a) Termoplastik malzemeyle üretilen ürünler (b) Termoset malzemeyle üretilen ürünler
Kullanım alanlarına göre seçilen bu plastik türlerinin özelliklerinden bahsetmek gerekirse,
Termoplastik malzemeler;
• Yüksek sıcaklıklara dayanım gösteremezler, sertlik, mukavemet gibi özelliklerini kaybederler,
• Isıtıldığında yumuşar, soğutul-duğunda sertleşirler,
• Yaklaşlık %70 oranında geri dönüşüm özelliğine sahiplerdir.
Termoset malzemeler;
• Yüksek sıcaklıklara dayanım gösterirler, sertlik, mukavemet gibi özelliklerini korurlar,
• Isıtıldığında yumuşama olmaz, ancak yüksek sıcaklıklara ulaşıldığında yanmaya başlarlar,
• Geri dönüşüm özelliğine sahip değillerdir.
Günümüzde hemen hemen her alanda plastik malzeme kullandığımız gibi, plastik ürünlerin birçoğu da enjeksiyon yöntemi kullanılarak üretilmektedir. Otomotiv, denizcilik, savunma sanayi, elektronik eşya gibi birçok sektörde çok çeşitli ebat ve kategorilerde plastik parçalar bu yöntemle üretilmektedir. Üretimin gerçekleştirildiği makineye “Plastik Enjeksiyon Makinesi” ismi verilir ve ilk plastik enjeksiyon makinesi 'lu yıllarda yapılmıştır.
Bir enjeksiyon makinesi temel olarak üç ana bölümden oluşur, bunlar: Kapama Ünitesi (mengene), Enjeksiyon Ünitesi ve Kalıp Ünitesi'dir. Basit olarak incelendiğinde bir plastik enjeksiyon parçasının imalat süreci şu aşamalardan oluşur:
Malzemenin makineye koyulması
Granül halindeki malzeme, makineye enjeksiyon ünitesi üzerindeki hazneden eklenir.
Enjeksiyon
Malzeme rezistanslı ısıtıcılar ile ısıtılan silindir içine, elektrik motoru ile kumanda edilen bir vida vasıtası ile alınır. Vida dönerken sıkıştırma işlemi yaparak sıcaklık ve basınç altında eriyik hale gelen malzemeyi silindirin sonuna kadar ilerletir. Vidanın önüne kalıbı doldurmak için yeterince malzeme alındığında enjeksiyon işlemi başlar. Erimiş plastik, maki-nenin ucundaki bir meme vasıtası ile kalıbın içine gönderilir. Bu işlem esnasındaki basınç ve hız hidrolik vida ile kontrol edilir.
Ütüleme
Parçanın istenen ölçülerde olması ve görünümünde çeşitli hatalar (çökün-tü, yamulma, eğilme, vs.) olmaması için ütüleme işlemi uygulanır. Bu aşamada kalıp içine enjekte edilmiş olan plastik eriyiğin, basınç uygula-narak kalıp boşluğunu iyice doldurması sağlanır. Plastik malzeme, kalıptaki soğutucular yardımıyla katı hale gelinceye kadar işlem devam eder. Kullanılan hammaddenin özelliğine, parça ebatlarına ve malzeme miktarına bağlı olarak işlemin süresi değişkenlik gösterir.
Soğutma
Enjekte edilen eriyik hammaddenin soğuyarak kalıbın içinde sertleşmesi süreci soğutma adımını oluşturur. Kalıbın soğutulması, kalıp içindeki soğutma kanalları vasıtasıyla yapılır. Soğutma için su veya yağ kullanıl-maktadır.
Kalıp açma
Kapama ünitesi kalıbın iki tarafı ayrılacak şekilde açılır.
Çıkarma
Kalıp tipine göre maçalar veya iticiler vasıtası ile bitmiş parça kalıptan çıkarılır.
“Üretim Şartları”nın belirlenmesi
Çalışmamızda, mevcut olan üretim şartlarındaki değerlerin üretimi nasıl etkilediği ve optimum değerlerin üretime sağlayacağı katkılar hakkında öncelikle bilgi edineceğiz. Bu çalışma için örnek parçamız bir otomobil kapı kulpu yuvası olup, Şekil 4'te gösterilmiştir.
İlk adımda tasarımı CAD modeli olarak elde edilen parça, belirli ön işlemler (preprocessing) ile analize hazırlanmalıdır. Bu ön işlemler, geo-metrinin örülmesi (mesh atılması), malzeme değerlerinin girilmesi ve proses koşullarının tanımlanmasını içermektedir. Uygun üretim şartlarını belirlemek için ilk adım enjeksiyon giriş(ler)inin belirlenmesidir. Bilindiği üzere kaliteli bir üretim için enjek-siyon girişlerinin en iyi şekilde konum-landırılması ve boyutlandırılması gerekmektedir. “Autodesk Simulation Moldflow Insight” yazılımı ile en iyi enjeksiyon giriş bölgeleri otomatik olarak belirlenebilmektedir. Örnek parça için yapılan “Enjeksiyon Giriş Konumu Uygunluğu” (Gating Suita-bility) sonucu Şekil 5’te gösterilmiştir.