
Laminasyon Prosesi ve Farklı Laminasyon Teknikleri


- JACOM_CONTENT_CREATED_DATE_ON
- JACOM_CONTENT_WRITTEN_BY
 Özet
Özet
Günümüzde polimerler başta ambalaj sektörü olmak üzere birçok alanda yer almaktadır. Plastik malzemeler tek başına kullanılabileceği gibi plastik ya da kağıt, karton, alüminyum gibi plastik olmayan malzemelerin özelliklerinden de yararlanmak için çok katmanlı yapılar halinde kullanılabilmektedir. Bu sayede kullanım alanları daha da genişlemektedir. Örneğin, iyi oksijen bariyer özelliğine sahip, su ya da nem bariyer özelliği zayıf olan bir polimerin bu dezavantajını minimize etmek için nem bariyer özelliği iyi olan bir polimer ile katmanlı bir şekilde üretilebilmektedir. Bu sayede oksijen ve nem bariyer özelliği istenilen kullanım alanlarına uygun katmanlı yapıda malzeme elde edilebilmektedir. Çok katmanlı yapıları oluşturmak için yaygın olarak koekstrüzyon, kaplama ve laminasyon yöntemleri kullanılmaktadır. Koekstrüzyon katmanlı film üretiminde kullanılırken, kaplama ve laminasyon genellikle farklı yapıdaki substratların birleştirilmesi için kullanılmaktadır. Bu derlemede laminasyon yönteminin çeşitleri ekstrüzyon, sıcak eriyik, yapıştırıcı ve termal olmak üzere dört başlık altında ele alınmıştır.
1. Giriş
Laminasyon, birden fazla film formunda malzemeden basınç, sıcaklık veya yapıştırıcı kullanılması ile kompozit, katmanlı yapı elde etmek için uygulanan birleştirme yöntemidir. Bu sayede üretim teknikleri birbirinden farklı olan film formundaki malzemeler birleştirilmekte ve her bir katmanın özelliği korunarak çok fonksiyonlu yeni kompozit yapılı film formunda olan ve sonraki aşamalarda şekillendirilebilen yapılar üretilebilmektedir. Nihai ürünlerin mekanik ve bariyer (oksijen, nem, ışık vb.) gibi birçok özelliği istenilen düzeyde ayarlanabilmektedir [1-4].
Laminasyon işlemi ile elde edilen katmanlı yapıdaki filmler başta ambalaj sektörü olmak üzere birçok alanda kullanılabilmektedir. Katmanlı yapılara kağıt ve alüminyum folyonun laminasyonu ile üretilen nem, su ve oksijene karşı dayanıklı ürün örnek olarak verilebilir. Genelde ambalajların üzerinde bulunan içerik bilgileri, marka, son kullanma tarihi ve uyarılar filme baskı yöntemi ile eklenebilmektedir. Laminasyonun avantajlarından birisi de baskı uygulanmış filmin baskılı tarafının katmanlı yapı içerisinde yer alması sonucunda baskının dış etmenlere karşı korunabilmesidir. Bunu sağlamak için baskı katmanlı yapının yüzeyi yerine en dış katmanın alt yüzeyine ayna görüntüsü kullanılarak ters basılmakta ve böylece baskılı yüzey bir alttaki katman ile temas etmektedir. Bu sayede ambalajların transferi sırasında baskının hasar alması engellenirken parlak dış yüzey ile görsellikte de avantaj sağlanmaktadır. Benzer şekilde metalize filmlerde de metalize edilen yüzey, bir alttaki katman ile temas etmekte ve metalize yüzey gıda ile temas etmemektedir [1, 3].
Laminasyon yönteminde katmanlar genelikle eriyik polimer veya yapıştırıcı kullanılarak birleştirilmektedir. Laminasyon işleminin performans kriterlerinden birisi, delaminasyon direnci yani katmanların birbirinden ayrılmamasıdır. Bu yüzden laminasyon etkinliğinin sağlanması için katmanlar arasında kuvvetli yapışkan bağların oluşması gerekmektedir. Yapıştırıcılar termoplastik veya termoset olabilmektedir. Polyesterler veya poliüretanlar gibi termoset yapıştırıcı kullanılan laminasyon işlemi sonucunda çapraz bağlar oluştuğu için nihai ürünün ısıl dayanımı artmaktadır. Bunların yanında, plastikleştirilmiş vinil asetat/vinil klorür kopolimeri gibi termoplastik yapıştırıcılar ise ısıl dayanıma sahip olmadıkları için nihai ürünün ısıyla yapıştırılabilirliğini kısıtlamaktadır [1].
2- Laminasyon Çeşitleri
Laminasyon işlemi malzemelerin avantajlı özelliklerini bir arada kullanmanın en kolay yolu olarak tanımlanabilmektedir. Laminasyon işlemi lamine edilecek katmanların çeşidi, ısıl ve mekanik özellikleri, birbirleri ile uyumu gibi birçok parametreden etkilenmektedir. Bu nedenle uygulanacak malzeme de göz önünde bulundurularak ekstrüzyon, sıcak eriyik, yapıştırıcı veya termal laminasyon yöntemlerinden seçim yapılabilmektedir.
2.1- Ekstrüzyon Laminasyon
Laminasyon yöntemi çeşitlerinin ilki olan ekstrüzyon ile laminasyon işleminde iki katman uygun kafadan ekstrüde edilen eriyik termoplastik malzemenin yapıştırıcı özelliği ile birleştirilerek lamine edilmektedir (Şekil 1). Bu yöntemde düz kafa kullanılmaktadır. Düz kafadan genellikle tek cins polimer eriyiği beslense de koekstruder kafalar da bu işlem için kullanılabilmektedir. Bu kısımda eriyik sıcak olduğu için soğutma silindirlerinde hem basınç uygulanmakta ve iki katman yapıştırılmakta hem de soğutulmaktadır. Lamine edilmiş ve soğutulmuş nihai ürün sarılmakta ve bir sonraki aşamaya sevk edilmektedir. Örneğin, bahsedilen yöntem ile bariyer özelliği geliştirilmiş katmanlı yapılar elde etmek için bariyer katmanın malzemesi folyo, etilen vinil alkol (EVOH) veya poliviniliden klorür kullanılırken, yapıştırıcı katman olarak genelde düşük yoğunluklu polietilen (DYPE) kullanılabilmektedir [3].
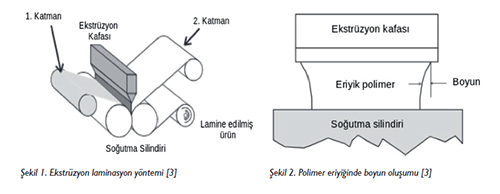
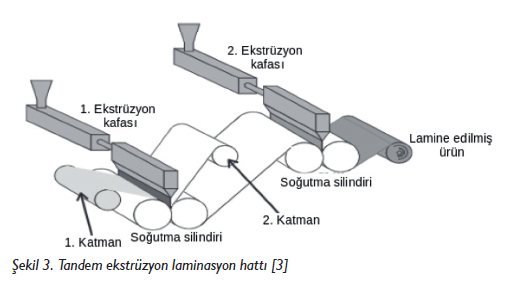
Bu yöntemde kullanılacak olan termoplastik malzeme katmanlara temas etmeden önce belli bir mesafe eriyik halde akacağı için iyi eriyik dayanımına sahip olmalıdır. İyi eriyik dayanım özelliğine sahip olan polimer malzeme akış esnasında Şekil 2’deki gibi çekme-büzülme benzeri bir bozukluk ile karşı karşıya kalmamakta ve tüm yüzeyi en boyunca etkin şekilde kaplayabilmektedir. Ayrıca polimer malzeme eriyik dayanımının yanı sıra iyi uzama viskozitesi özelliği de göstermelidir. Polimer eriyik haldeyken yüksek uzama oranlarında, deformasyona karşı direncin daha hızlı artması anlamına gelen gerinim sertleşmesi de göstermelidir. Diğer bir deyişle malzemenin gerilme - gerinim eğrisinin eğiminde artış gözlenmelidir. Bu iki özellik eriyiğin makine yönünde kopmamasını, makinenin tersi yönünde de boyun oluşmaması için oldukça önemlidir. Öreğin, bu yöntemde lineer düşük yoğunluklu polietilen (LDYPE) polimeri zayıf eriyik uzama özelliği gösterse de, iyi sıcak yapışma özelliğinden dolayı sızdırmazlık katmanı olarak kullanılabilmektedir. LDYPE, DYPE ile birlikte koekstrüzyon yöntemi kullanılarak da katmanlı halde üretilebilmektedir. Ekstrüder laminasyonun avantajlarından birisi de Şekil 3’de görüldüğü gibi tandem laminasyon hattı ile hem laminasyon hem kaplama proseslerinin aynı üretim hattında gerçekleşebilmesidir. İki prosesin aynı anda yapılması ile prosesler arası geçiş için malzemelerin taşınması ve atık miktarında azalma gibi avantajları sayesinde üretim maliyetini azaltmak için kullanılabilmektedir [3].
2.2- Sıcak Eriyik Laminasyon
Laminasyon çeşitlerinin ikincisi ise ekstrüzyon ile laminasyon yöntemine benzemekte olan sıcak eriyik laminasyonudur. Literatürde sıcak eriyik laminasyon için iki temel proses karşımıza çıkmaktadır. Bunlardan birincisinde yapıştırıcı olarak eriyik hale getirme ve ekstrüde etmek için ekstrüzyon makinesine gerek olmayan düşük molekül ağırlıklı termoplastik polimerler kullanılmaktadır. Bu uygulama için kullanılacak malzemenin eriyik viskozitesinin düşük olması gerekmektedir. Eriyik polimer kalıba yer çekimi ile iletilebilmekte fakat kontrollü iletimin optimize edilmesi için pompa da kullanılabilmektedir. Sıcak eriyik laminasyonu ile üretim yapılırken, lamine edilecek katmanlar yapıştırıcı ile birlikte silindire aktarılmaktadır. Aktarılan silindir katmanlı yapı formu elde etmek için elektrik ile ısıtılmaktadır. Bu sayede yapıştırıcı malzeme eriyerek katmanları birbirine lamine etmektedir. Sıcak eriyik laminasyonu katmanlar üzerine dolgu malzemesinin lamine edilmesinde kullanılmaktadır. İkinci yöntemde ise erime özelliğine sahip malzeme ağ veya toz formunda iki katmanın arasına yerleştirilmekte, sonra hem yapıştırıcı malzemenin erimesini sağlamak hem de iki katmanı basınç etkisi ile birbirine yapıştırmak için silindirlerin arasından geçirilmektedir. Bu yöntemde katmanların birbiri ile uyumlu olup olmamasına göre etil vinil asetat (EVA), termoplastik poliüretan (TPU), poliamid (PA), polietilen tereftalat (PET) gibi polimerler toz formda kullanılmaktadır. Yapıştırıcı toz eğer bölgesel veya noktasal olarak uygulanırsa, iki katmanın delaminasyonu daha kolay olabilmektedir. Eğer daha dayanıklı ve birbirinden ayrılmayan laminasyonlar elde etmek istenilirse, birinci yöntem kullanılabilir veya toz iki katman arasına daha fazla serpilebilir [3, 5].
2.3- Yapıştırıcı Laminasyon
Diğer bir laminasyon yöntemi ise yapıştırıcı laminasyon işlemidir. Bu yöntemde düşük molekül ağırlıklı bir polimer yapıştırıcı malzemenin çözelti veya emülsiyonunun, katmanlardan birisinin yüzeyine rulo aplikatör sistemi ile uygulanarak iki katmanın birleşmesi sağlanmaktadır. Yapıştırıcı laminasyon yöntemi kendi içerisinde uygulama adımlarına göre kuru yapıştırma ve ıslak yapıştırma olarak ikiye ayrılmaktadır. Kuru yapıştırma işleminde yapıştırıcının sürüldüğü katman ikinci katmanın birleştirilmesinden önce kurutulmaktadır (Şekil 4a). Islak yapıştırma işleminde ise yapıştırıcının sürülmüş olduğu katman halen ıslak iken ikinci katman ile birleştirilmektedir (Şekil 4b). Her iki yöntemde de katmanlar lamine edildikten sonra silindire aktarılmakta ve basınç ile preslenerek yapışma sağlanmaktadır. Ardından soğutularak sarım silindirinde elde edilen ürün toplanmaktadır. Islak laminasyon işleminde çapraz bağlanarak kuruyan ve bu sayede üzerinde uçucu madde kalmayan reaktif yapıştırıcılar kullanılabilmektedir. Bu nedenle ıslak laminasyon yöntemi solventsiz laminasyon olarak da bilinmektedir [3].

Daha önce de bahsedildiği gibi yapıştırıcı laminasyon yönteminde yapıştırıcı rulo aplikatör sistemi ile uygulanmaktadır. Uygulanan yapıştırıcı miktarını optimizasyonu Şekil 5’de görüldüğü gibi gravür silindiri üzerinde bulunan bıçak veya mayer çubuğu ile sağlanmaktadır. Bu yöntemlerin her birinde ortak amaç fazla yapıştırıcının yüzeyden yapıştırıcı tankına sıyrılmasıdır [3].
 2.4- Termal Laminasyon
2.4- Termal Laminasyon
Laminasyon çeşitlerinin sonuncusu olan termal laminasyon yönteminde katmanların birbirine yapıştırılması için ısı enerjisi kullanılmaktadır. Bu yöntemde kullanılacak olan katmanlardan en az bir tanesinin ısıyla yapışabilmesi için bir termoplastik malzeme olmalıdır. Laminasyon işlemi yapılacak katmanlardan biri veya ikisi ısıtılarak yumuşatılmaktadır. Bu sayede birbirleri ile birleşmesi sağlanmaktadır. Katmanların ısıtılması silindirler ile sağlanmaktadır. Silindirden geçen katmanlar basınçla preslenmekte ve ardından soğutularak nihai ürün elde edilmektedir. Bu yöntemde herhangi bir yapıştırıcı kullanılmadığı için elde edilen nihai ürünün ağırlığının, lamine edilen katmanların ağırlıklarının toplamı olacağı öngörülmektedir (Şekil 6). Bu yöntemin kullanımına örnek olarak DYPE/İyonomer koekstrüde filme oryante edilmiş polimerik film laminasyonu verilebilmektedir. Bahsedilen yapıda nem bariyeri DYPE ve ısı yalıtımı iyonomer katmanı ile sağlanmaktadır [1, 3, 6].
3- Laminasyon Örnekleri
Günlük yaşantımızda çokça tüketilen meyve suyu, süt gibi sıvı ambalaj kutularında katmanlı yapılar kullanılmaktadır. Dış görünüş olarak kağıt/karton göze çarpsa da sızdırmazlık, bariyer özellik ve tüketim süresinin arttırılması gibi birçok özellik farklı katmanlar ile elde edilmektedir. Bu nedenle kullanılacak alan ve istenen özelliklere göre katmanlar seçilerek uygun laminasyon yöntemi ile birleştirilmektedir. Birlikte lamine edilebilecek malzeme kombinasyonlarında neredeyse hiçbir sınır yoktur. Bu kısımda en yaygın kullanılan malzemelerden alüminyum, kağıt ve metalize filmlerden elde edilen laminasyonlar incelenecektir.
 3.1- Alüminyum Laminasyon
3.1- Alüminyum Laminasyon
Alüminyum folyo geçmişten günümüze başta ambalaj sektörü olmak üzere birçok sektörde kullanılmaktadır [7]. Alüminyum folyoların kalınlığı kullanıldıkları uygulamalara göre 6 ila 150 mikrometre arasında değişmektedir. Ancak folyo kalınlığı azaldıkça yırtılma ve delinme hassasiyeti artmaktadır. Folyoların gazlara ve sıvılara karşı bariyer özellikleri oldukça iyidir. Bu özellik sayesinde ambalaj sektöründe tercih edilen ürünler arasında yer almaktadır. Ambalaj sektöründe kullanılan alüminyum folyo ambalajlar genellikle lamine edilerek kullanılmaktadır ve proses olarak ıslak, kuru, ekstrüzyon ve sıcak eriyik laminasyonu kullanılmaktadır. Islak yapıştırmada, folyoya yapıştırıcı uygulanmakta ve ardından diğer katmanlar uygulanarak yapıştırıcı kurutulmaktadır. Yapıştırıcılar su veya solvent bazlı olabilmektedir. Yöntemin kurutma adımında yüzeyin gözenekli olması verimi olumlu etkilediği için, bu teknik kağıt gibi yüzeylerde tercih edilebilmektedir. Kuru yapıştırma da, ıslak yapıştırma ile aynı şekilde uygulanmaktadır. Farklı olarak yapıştırıcı uygulanan katman, ikinci katman ile birleşmeden önce kurutulmaktadır. Yapıştırıcı olarak viniller, epoksiler, polyesterler ve üretanlar kullanılmaktadır. Yapıştırıcının katmana etki etmesi için sıcak silindirlerden geçirilmektedir. Bu yöntem ise gözeneksiz malzemelere örnek olan polyester uygulamaları için kullanılmaktadır. Ekstrüzyon laminasyon yönteminde erimiş film, alüminyum folyo silindirden geçerken üzerine ekstrüde edilmektedir. Daha sonra iki katmanlı yapı silindirlerden geçerken soğutulmaktadır. Bu işlemde ek bir kurutma gerekmemektedir. Alüminyum folyo tek bir katmanla birleştirilecekse yani iki katmanlı bir film elde edilecekse bu yöntem kullanılmaktadır. Sıcak eriyik yönteminde polimer reçineler, mumlar ve reçine-mum bileşenleri kullanılmaktadır. Sıcak eriyik folyoya dökülür ve folyonun ısıyla yapışması sağlanmaktadır. Ardından silindirlerden geçerek soğutulmaktadır. Bu yöntem yüksek hızlı laminasyona ihtiyaç olduğunda kullanılmaktadır. Ambalaj uygulamalarında polimer/alüminyum ya da polimer/alüminyum/kağıt olacak şekilde çok katmanlı yapılar olduğu için yukarıdaki üretim yöntemlerinin hepsi kullanılabilmektedir. Şekil 7’de de görüldüğü gibi alüminyum folyo şeffaf veya renkli polimerik film ile lamine edilebilmektedir. Örnek olarak, alüminyum katmanı PET/Alüminyum/DYPE (Şekil 7a) gibi polimerler ile birlikte kullanılarak gaz, su, oksijen ve nem bariyer özelliği geliştirilmiş katmanlı yapılar elde edilebilmektedir [2].
 3.2- Metalize Film Laminasyon
3.2- Metalize Film Laminasyon
Metalize filmler metalizasyon sonucu oluşan filmlerdir. Metalizasyon, vakum ortamında genellikle alüminyum metalini buharlaştırarak farklı bir yüzey üzerinde biriktirme işlemidir (Şekil 8). Ayrıca bakır, nikel gibi metaller de vakum ortamında yüzey üzerine biriktirilebilmektedir. Metalizasyon başlangıçta dekoratif amaçlar için kullanılmıştır, ancak gaz, nem, ısı ve ışık bariyer özelliği sayesinde ambalajlar için tercih edilmeye başlanılmıştır. Kaplanan katmanların kalınlığı kullanılacağı uygulamalara göre değişmektedir. Dekoratif amaçlı filmler 20-30 μm, korucuyu amaçlı filmler ise 60 μm ve üzerinde bir kalınlığa sahip olabilmektedir. Metalize filmler genellikle katmanlı filmlerin bir katmanı olarak kullanılmaktadır. Örneğin kuruyemiş ürünleri yani gevrek olması gereken ürünlerin raf ömrünü ve gevrekliğini korumak için metalize polipropilen (M-PP) kullanılabilmektedir. Metalize filmin mikrodalga gibi ısı gerektiren uygulamalarda kullanılması için polyester gibi dayanıklı bir polimer ile laminasyon edilebilmektedir. Metalize filmler için genelde yönlendirilmiş polipropilen (OPP), PET ve PA kullanılabilmektedir [2, 3, 10, 11].
Katmanlı yapılarda metalize film ile bariyer özelliği avantajının yanında parlak metal olarak görünüm sağlayan çok ince bir alüminyum katman kullanılmaktadır. Bahsedilen katman çok ince olduğu için katmanlı yapının esneklik, mukavemet gibi mekanik özelliklerini olumsuz yönde etkilememektedir. Metalize film alüminyum folyo ile kıyaslandığında bariyer özellik olarak çok fark olmasa da, yapıya esneklik ve dayanıklılık katmaktadır. Aynı zamanda metalize filmin alüminyum folyaya göre daha ucuz olması sonucunda da alüminyum yerine kullanılmasında önemli bir avantaj sağlanmaktadır. Şekil 9’da da görüldüğü gibi metalize film hem polimerik film hem de kağıt ile lamine edilebilmektedir [1, 3].
3.3- Kağıt Laminasyon
Ambalaj sektöründe kağıt/karton malzemelerinin bariyer özelliklerini iyileştirmek için ekstrüzyon kaplama ve laminasyon gibi uygulamalar kullanılmaktadır. Bahsedilen işlemde istenilen özelliğe göre seçilen polimer film veya folyo, kağıt üzerine yapıştırılmakta ya da ekstrüzyon ile laminasyon işlemi yapılmaktadır (Şekil 10b). Polietilen (PE), kullanılan polimer katmanı için örnek verilebilmektedir. Kullanım yerine göre tercih edilen kağıt çeşidi ile PE’nin laminasyonu sonucunda elde edilen nihai ürün ile birlikte kağıdın sertlik avantajı kullanılırken, aynı zamanda zayıf bariyer özellikleri de geliştirilmektedir. Ayrıca kağıdın su buharı ve oksijene karşı bariyer özelliği göstermesi için alüminyum ile de lamine edilebilmektedir [14].
Kağıt ile alüminyum folyonun lamine edilmesi yerine kullanılan bir başka yöntem ise, kağıdın metalize bir plastik filme (metalize yönlendirilmiş polipropilen (M-OPP), metalize polietilen tereftalat (M-PET) vb.) lamine edilmesidir (Şekil 10a). Kağıt metalize bir film ile lamine edildiğinde, alüminyum folyo ile lamine edilmiş gibi benzer bir görünüm ve bariyer özelliklere sahip olmaktadır. Vakum altında metalize edilmiş ince plastik filmin laminasyonu sonucunda düşük maliyet ile folyo laminasyonu görünümlü ambalaj elde edilmektedir [15, 16].
4- Laminasyonda Kullanılan Malzemelerin Temel Özellikleri
Bahsedilen kağıt, alüminyum ve metalize katmanlar tek başlarına kullanıldığı gibi bir arada kullanılması sonucunda daha avantajlı yapılar da üretilebilmektedir. Bu yapılarda polipropilen (PP) gibi olefin esaslı polimerler başta olmak üzere birçok polimer ve polimer olmayan malzemeler kullanılmaktadır.
Katmanlı yapılarda nem bariyer özelliği istenildiğinde tercih edilen polimerlerden birisi de PE’dir. PE çeşitlerinden DYPE yaygın olarak kağıt ile yapılan laminasyonlarda kullanılmaktadır. Orta ve yüksek yoğunluklu polietilen, DYPE’nin bariyer özelliğinin yeterli olmadığı ve daha iyi aşınma direnci, sıcaklık dayanımı istenen alanlarda kullanılabilmektedir. PE ısıyla yapışmasını kolaylaştırmak için EVA ile modifiye edilebilmektedir. Yaygın kullanılan polimerlerden birisi olan PP ise yüksek erime noktası ile sıcaklık dayanımı gerektiren kullanım alanlarında tercih edilebilmektedir. PP, PET gibi yüksek sıcaklığa dayanıklı diğer polimerler ile ekstrüzyon laminasyonu yapılarak kullanılabilmektedir. Ayrıca PET katmanı ile nem ve yağ bariyer özelliği de sağlanmaktadır. Yağ, ışık ve oksijen bariyer özelliği aranan yapılarda EVOH ve PA katmanları kullanılabilir fakat neme karşı bariyer özelliği bulunmadığı için bu durum göz önünde bulundurulmalıdır. EVOH gibi nem dayanımı olmayan malzemeler, PE gibi neme karşı bariyer özelliği gösteren malzemelerin arasına lamine edilerek kullanılabilmektedir [6, 19].
Işık, oksijen, yağ veya neme karşı bariyer özellik, sızdırmazlık ve uzun raf ömrü gibi özellikler istendiğinde şeffaflık aranmayan katmanlı yapılarda alüminyum folyo kullanılabilmektedir. Işık, nem ve oksijen bariyer özelliğine sahip olan alüminyum ile PE katmanını lamine etmek için bağlayıcı katman olarak iyonomer reçine (Surlyn™) kullanılabilmektedir. Dış katmanda alüminyum folyo kullanılarak metal görünüm elde edilebilmektedir. Nem ve oksijen bariyer özelliği sağlamak için alüminyum yerine kullanılabilecek bir diğer malzeme de ince alüminyum katmanı ile metalize edilmiş polyester, PP ve PA gibi filmlerdir. Polimer filmlerin üretim yöntemleri olan ekstrüzyon dökme, ektrüzyon şişirme ile laminasyon prosesi ile kombine edilmesi durumunda katmanlı yapıların tek işlemde üretilmesi sağlanabilmektedir. Katmanlı yapılarda istenen özellikler sağlandıktan sonra fiziksel olarak sert olması için kağıt-karton kullanılabilmektedir. Baskı işlemi yapılacağı durumlarda ise kağıt genellikle dış katman olarak yer almaktadır. Kağıt katman olarak kullanıldığında her iki tarafı veya yanlızca tek tarafı polimer ile kaplanarak bariyer özellik kazandırılabilmektedir. Malzemelerin özellikleri göz önünde bulundurularak katmanlı film tasarımına örnek olarak Şekil 11’deki ürün verilebilmektedir. Bu katmanlı yapının ambalaj olarak kullanılacağı öngörülürse, katmanların her birinin ayrı görevleri bulunmaktadır. İç kısımda bulunan PE, sıvı geçirmez bir iç yüzey oluşturmaktadır. Ambalajın ışık, nem vs. geçirmemesi için bariyer özelliği alüminyum katmanı ve sertlik, mukavemet gibi özellikler de kağıt katmanı ile sağlanmaktadır. Ayrıca kağıt katmanı ile baskı yüzeyi de sağlanmaktadır. Alüminyum ile kağıt katmanlarını birleştirmek için bağlayıcı katman kullanılmaktadır. Son olarak dış katmanda su geçirmeme, dış etkenlerden baskıyı ve içeriği koruma gibi sebepler için PE kullanılabilmektedir [2, 6, 16, 19].
Sonuç
Günümüzde her alanda ihtiyaçlara cevap olan polimerlerin, polimer olmayan malzemeler ile kullanılabilirliği laminasyon yönteminin gelişmesi ile artmaktadır. Bu sayede istenen özelliklerin bir arada bulunabildiği ürünler elde edilebilmektedir. Bu derlemede laminasyon çeşitleri ve farklı malzemelerin bir arada kullanımına dair uygulamalar aktarılmıştır.
Kaynaklar
[1] Jenkins, W. A. & Osborn, K. R., 1992. Plastic films: Technology and Packaging Applications. CRC Press, Boca Raton, Fla.
[2] Emblem, A. & Henry, E., 2012. Packaging Technology: Fundamentals, Materials and Processes. Woodhead Pub., Cambridge Philadelphia.
[3] Selke, S. E. M. & Culter, J. D., 2016. Plastics Packaging: Properties, Processing, Applications, and Regulations. Hanser Publishers, Munich Cincinnati.
[4] Ebnesajjad, S., 2012. Plastic Films in Food Packaging - Materials, Technology and Applications. William Andrew, Zagreb.
[5] Bulut, Y. & Sülar, V. (2008). Kaplama veya Laminasyon Teknikleri ile Üretilen Kumaşların Genel Özellikleri ve Performans Testleri, The Journal Of Textiles and Engineers.
[6] Coles, R.; McDowell, D. & Kirwan, M. J., 2003. Food Packaging Technology. CRC Press, Boca Raton, Fla.
[7] Tamarindo, S. & Pastore, C. (2016). Packaging Film Impact on Food Organoleptic Properties:An Experimental Study, Journal of Applied Packaging Research .
[8] Multi-Layer Aluminum Film PET/ALU/LDPE -. https://www.insituconservation.com/en/products/nitrogen_disinfestation_systems/multilayer_pet_alu_ldpe_123 (Son ziyaret tarihi: 2022-03-24).
[9] 100 adet sıcak damgalama folyo kağıt holografik ısı transferi alüminyum laminasyon folyo DIY sanat zanaat C|Staming| - AliExpress. https://tr.aliexpress.com/item/4000311405164.html?algo_pvid=b1c1b226-142f-4749-9b65-b9d665d3abfe&algo_expid=b1c1b226-142f-4749-9b65-b9d665d3abfe-28&btsid=2200c542-ddec-46fc-9dd8-4104185a1a2e&ws_ab_test=searchweb0_0,searchweb201602_10,searchweb201603_55 (Son ziyaret tarihi: 2022-03-24).
[10] Turgut, A.; Çetin, M. Ş. & Toprakçı, H. A. K. (2020). Metalize Filmlerin Üretimi ve Kullanım Alanları, Plastik & Ambalaj Dergisi.
[11] Tutak, D. (2022). Ambalaj Üretiminde Kullanılan Metalize Filmler ve Laminasyon, Plastik & Ambalaj Dergisi.
[12] Source Altın kaplamalı PET Metalize film laminasyon kağıdı Kek davul on m.alibaba.com. https://m.turkish.alibaba.com/amp/p-detail/60659884810.html (Son ziyaret tarihi: 2022-03-24).
[13] Metallized Film Laminated Material - Sunpro Metalized Film Laminated Manufacturer from Ahmedabad. https://www.sunproradiantbarrier.com/metallized-film-laminated-material.html (Son ziyaret tarihi: 2022-03-24).
[14] Laminasyon Ürünleri | Merset.com. https://www.merset.com/tr-TR/laminasyon-urunleri/38/41 (Son ziyaret tarihi: 2022-03-24).
[15] Petrie, E. M., 2006. Developments in Barrier Coatings for Paper and Board. Pira International Ltd., Leatherhead, UK.
[16] Twede, D.; Selke, S. E. M.; Kamdem, D.-P. & Shires, D., 2014. Cartons, Crates and Corrugated Board, Second Edition - Handbook of Paper and Wood Packaging Technology. DEStech Publications, Inc., Lancaster.
[17] Yeni Tasarım Özel Baskılı Laminasyon Kraft Kağıt Gıda Ambalaj Malzemesi Için Plastik Rulo Film Çay Poşetleri Ambalaj - Buy Film Roll,Packing Film Roll Printed,Food Packaging Plastic Roll Film Product on Alibaba.com. https://turkish.alibaba.com/p-detail/New-1600348070104.html?spm=a2700.8699010.29.66.167f7fbbhaNBoF (Son ziyaret tarihi: 2022-03-24).
[18] Ambalaj Makineleri ve Çözümleri APACK Ambalaj Makine Sanayi ve Tic. Ltd. Şti. https://www.apack.com.tr/kategori/kagit-filmler-233.html (Son ziyaret tarihi: 2022-03-24).
[19] Kirwan, M. J., 2005. Paper and paperboard packaging technology. Blackwell Publishing Ltd., Oxford, UK Ames Iowa.
Rumeysa Betül Aydoğdu1,2,
Aybüke Sultan Demirel1,2,
Mukaddes Şevval Çetin1,2,
Ozan Toprakçı1,2,
Hatice Aylin Karahan Toprakçı1,2
1Yalova Üniversitesi Polimer Malzeme Mühendisliği Bölümü
2Yalova Üniversitesi Lisansüstü Eğitim Enstitüsü





